
آخرین مطالب
امکانات وب

مراحل روش متالورژي پودر
1 آماده سازي پودر

2 مخلوط كردن پودرها
چهار روش اصلي براي مخلوط كردن پودر فلزات وجود دارند كه عبارت اند از:

3 فشرده سازي پودرها
دستگاه فشرده سازي پودرها عمليات فشرده كردن را در سه مرحله انجام مي دهد:

4 تف جوشي

روش هاي متالورژي پودر
1 متالورژي پودر به روش معمولي (Conventional)

2 منالورژي پودر به روش قالب گيري تزريقي (Injection Molding)

3 متالورژي پودر به روش پرس ايزواستاتيك (Isostatic Pressing)

4 متالورژي پودر به روش افزودن فلز (Metal Additive)

كاربرد متالورژي پودر

انواع فلزات قابل استفاده در متالورژي پودر
در همين راستا از جمله پركاربردترين مواد اوليه فلزي مي توان به موارد زير اشاره كرد:
1 فولاد ضد زنگ
2 مس

3 نيكل

4 آلومينيوم

5 آهن

6 تيتانيوم

مزاياي متالورژي پودر
در كنار آن از جمله مهم ترين مزاياي متالورژي پودر مي توان به موارد زير اشاره كرد:
1 سازگاري با محيط زيست

2 انعطاف پذيري

3 كاهش نياز به پردازش قطعه
برچسب : نویسنده : امید احمدی بازدید : 121 تاريخ : چهارشنبه 21 دی 1401 ساعت: 13:06
خوردگی چیست؟
تاسیسات تولید نفت و گاز اغلب باید با محیط های خورنده مقابله کنند. هنگامی که امکانات در شرایط حاد و دور افتاده دریایی قرار دارند، مشکلات محافظت از تاسیسات حادتر می شود. ارزیابی آن بالقوه برای تاسیسات جدید ممکن است منجر به انتخاب استفاده از آلیاژهای مقاوم در برابر Corrosion یا استفاده از فولادهای کربنی با anti corrosion شود. برای تاسیسات نفت و گاز، استفاده از مواد شیمیایی ضدخوردگی اغلب تنها گزینه ممکن است.
مکانیسم های اصلی برای Corrosion داخلی خطوط لوله، خوردگی آبی ناشی از گازهای خورنده محلول مانند دی اکسید کربن، سولفید هیدروژن یا اکسیژن و خوردگی تحت تاثیر میکروارگانیسم ها است. این آب می تواند بخشی از محصولات اصلی مخزن (آب تشکیل دهنده) یا از تزریق آب باشد که برای افزایش فشار استفاده می شود. anti corrosion با تشکیل یک فیلم محافظ بر روی فلز از عناصر خورنده در تماس با سطوح فلزی جلوگیری می کنند. همانطور که در شکل زیر نشان داده شده است:

خوردگی
ضدخوردگی ها ترکیبات شیمیایی هستند که برای کاهش سرعت Corrosion در مواد در تماس با سیال مایعات اضافه می شوند. به عنوان مثال، یک anti corrosion به جریان هیدروکربن ها (نفت یا گاز) در نزدیکی چاه تزریق می شود تا Corrosion در فولاد خط لوله کاهش یابد. ترکیب جریان از چاه می تواند بسیار متفاوت باشد، به طور مثال محتوای آب بین 1 تا 99 درصد متغیر است و این تاثیر قابل توجهی در پتانسیل این نوع واکنش طبیعی در سیستم استخراجی دارد. عوامل دیگر مانند دما و فشار نیز بر میزان خوردگی تاثیر می گذارد.
در حالی که مهارکننده های خوردگی در برابر CO2 و H2S موثر هستند، در صورت وجود اکسیژن، آن ها ناکارآمد هستند یا برای دستیابی به میزان Corrosion مهار شده مورد نیاز به غلظت های بسیار بالایی دارند. در این شرایط از اکسیژن زدا برای از بین بردن اکسیژن استفاده می شود. همچنین، هر آب تزریق شده در چاه برای از بین بردن اکسیژن قبل از تزریق باید اکسیژن زدایی شود.
عوامل موثر بر خوردگی فلزات
هدف بررسی تاثیر عوامل موثر بر خوردگی فلزات و سرعت خوردگی فلزات بدون ضد خوردگی و کارایی ضد خوردگی است.
عوامل زیر به عنوان عوامل موثر بر سرعت خوردگی و بازده ضد خوردگی شناخته شده اند:
سرعت جریان و نوع جریان
مقدار آب
وجود اکسیژن، دی اکسید کربن و سولفید هیدروژن
درجه حرارت
خوردگی های پیشین موجود در سیستم
پارامترهای موثر بر سرعت خوردگی چیست؟
در صورت وجود آب، Corrosion به دلیل دی اکسید کربن با درجه حرارت افزایش می یابد تا جایی که لایه محصول خوردگی به صورت لایه ای ایجاد می شود.
هرچه فشار جزئی دی اکسید کربن بیشتر باشد، میزان Corrosion بیشتر خواهد بود.
افزایش سرعت مایع باعث افزایش سرعت خوردگی در اثر حمل و نقل سریع واکنش دهنده ها و گونه های محصول می شود.
سرعت مایع بالاتر باعث تلاطم بیشتر می شود و استرس برشی دیواره را افزایش می دهد. این می تواند باعث افزایش Corrosion به دلیل آسیب در پوشش محصول بازدارنده خوردگی روی دیواره لوله می شود.
خوردگی های پیشین
به نظر می رسد اثر ضد خوردگی ها روی سطوح دارای Corrosion از قبل، مخلوط شده است. برخی از بازرسان دریافتند که برخی از بازدارنده ها قادر به نفوذ به اعماق لایه های زنگ زده بودند.
به طور کلی عملکرد anti corrosion تحت شرایط معین دچار اختلال می شود.
مهار ضعیف منجر به حملات این واکنش موضعی با شکاف های کروی عمیق می شود.
اثر مخرب anti corrosion توسط خواص فولاد و ترکیب بازدارنده مشخص می شود. اثر ضد خوردگی به حضور یک لایه سیمانیت در سطح فولاد مربوط می شود.
با انتخاب دقیق ضد خوردگی ها می توان مشکل را برطرف کرد. بنابراین هنگام انتخاب anti corrosion، آزمایش هایی باید بر روی فولادها انجام شود در شرایطی که احتمالاً نمایانگر آنهایی است که در حین عملیات مواجه می شوند.
ویژگی های جریان
متغیرهای زیادی در جریان در خطوط لوله وجود دارد، از جمله جریان چند لایه یا تلاطم، جداسازی فاز مداوم یا آشفته. اینها می توانند مشکلات خاصی برای مهار خوردگی ایجاد کنند. به عنوان مثال، در خطوط لوله گاز طبیعی چند ضلعی، Corrosion بالای خط (TLC) می تواند به دلیل مشکل در استفاده از ضد خوردگی در بالای لوله ای که فاز مایع با آن ارتباط برقرار نمی کند، ایجاد شود که در شکل زیر نشان داده شده است:
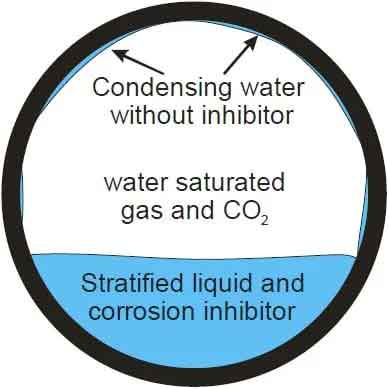
مهار خوردگی
دما
در دماهای کمتر از 50 درجه سانتی گراد خوردگی لکه دار به دلیل رسوبات کربنات آهن نرم تر چند لایه رخ می دهد، با افزایش درجه حرارت تا حدود 70 درجه سانتی گراد افزایش محافظت صورت می پذیرد. در دماهای بالاتر، Corrosion موضعی مشاهده می شود، زیرا فیلم ها از بین می روند و پایدار می شوند و در نتیجه حمله گالوانیک (mesa) به وجود می آید. در مواردی ممکن است رکود در میزان خوردگی در بالاتر از حدود 80 درجه سانتی گراد مشاهده شود.
برچسب : نویسنده : امید احمدی بازدید : 112 تاريخ : چهارشنبه 14 دی 1401 ساعت: 14:57
ریخته گری
ریخته گری یکی از قدیمی ترین فرآیندهای ساخت و تولید است که با ذوب مواد و ریختن آن ها به درون قالب انجام می گیرد. این فرآیند، از متداول ترین روش های ساخت قطعات فلزی در صنایع مختلف به شمار می رود.

با وجود روش های مختلف برای اجرای ریخته گری، این فرآیند، معمولا طی چندین مرحله کلی شامل ساخت الگو، ساخت ماهیچه، ساخت قالب، ذوب کردن فلز، ریختن ماده مذاب به درون قالب، انجماد، باز کردن قالب و پرداخت قطعه انجام می گیرد. فعالیت های موجود در هر یک از این مراحل عبارت هستند از:
مدل سازی: طراحی قالب های صنعتی مورد استفاده در فرآیند ریخته گری توسط نرم افزارهای تخصصی و ساخت مدل فیزیکی قطعه نهایی
ساخت ماهیچه: طراحی و ساخت ماهیچه های مورد نیاز برای ایجاد سطوح داخلی قطعه
قالب سازی: ساخت قالب ریخته گری با توجه به مستندات طراحی و با استفاده از موادی نظیر ماسه، موم، فولاد و غیره
ذوب و ریختن: اعمال دمای بالا به فلزات برای تبدیل به حالت مایع و ریختن مواد مذاب به درون قالب توسط بوته یا دیگر تجهیزات موجود
انجماد: کاهش دمای قالب و مواد مذاب درون آن پس از اتمام فرآیند ریختن
باز کردن قالب: جدا کردن بخش های مختلف قالب و خارج کردن قطعه قالب ریخته گری شده
پرداخت: اجرای برشکاری، سنگ زنی، سندبلاست و غیره به منظور جدا کردن بخش های اضافی قطعه، ایجاد بافت مناسب و یا آماده سازی سطح آن برای پوشش دهی
_3yoy.jpg)
انواع روش های ریخته گری کدام هستند؟
طبق یک دسته بندی کلی، انواع روش های ریخته گری در دو گروه ریخته گری با قالب یک بار مصرف و ریخته گری با قالب دائمی تقسیم می شوند.
_bulp.jpg)
ریختن مواد مذاب به درون قالب استوانه ای در حال چرخش (ریخته گری گریز از مرکز)
روش های قابل اجرا با استفاده از قالب های موقتی و دائمی ریخته گری عبارت هستند از:
قالب های یک بار مصرف: ریخته گری در قالب های موقتی و بدون امکان استفاده مجدد
ریخته گری ماسه ای
ریخته گری گچی
ریخته گری پوسته ای
ریخته گری دقیق
ریخته گری الگوی تبخیری
قالب های دائمی: ریخته گری در قالب های چندبار مصرف و بدون نیاز به اعمال تغییر بر روی قالب پس از هر چرخه تولید
ریخته گری ثقلی
ریخته گری تحت فشار (دایکاست)
ریخته گری نیمه جامد
ریخته گری گریز از مرکز
ریخته گری پیوسته
مزایا و معایب ریخته گری چه هستند؟
از مهم ترین مزیت های ریخته گری نسبت به دیگر روش های ساخت و تولید می توان به موارد زیر اشاره کرد:
امکان ساخت قطعات پیچیده با هزینه نسبتا کم
عدم تاثیر ابعاد قطعه مورد نظر بر روی فرآیند
خواص مکانیکی بسیار خوب قطعه نهایی
امکان ساخت قطعات با جزئیات ریز و دقیق
عدم وجود محدودیت در مواد قابل استفاده
ساختار داخلی یکنواخت و همسانگرد قطعه
صرفه اقتصادی نسبت به دیگر روش های ساخت
امکان ساخت قطعات کامپوزیتی (متشکل از چندین ماده)
برخی از محدودیت های ریخته گری عبارت هستند از:
پرداخت نسبتا ضعیف سطح و نیاز به انجام پرداخت ثانویه در اغلب موارد
امکان رخ دادن عیب و نقص در قطعه
کنترل نسبتا دشوار به دلیل وجود مراحل زیاد
مقاومت پایین در برابر خستگی نسبت به آهنگری
عیوب ریخته گری چه هستند؟
به مشکلات ایجاد شده در ساختار قطعه طی فرآیند ریخته گری، عیوب ریخته گری می گویند. هر یک از روش های ریخته گری، مستعد رخ دادن عیب و نقص های مختص به خود هستند. برخی از این عیب و نقص ها، کیفیت و عملکرد قطعه را تحت تاثیر قرار می دهند. به همین دلیل، این عیوب، معمولا طی فرآیندهای کنترل کیفیت شناسایی می شوند.

رخ دادن ترک گرم در قطعه ریخته گری شده
از رایج ترین نواقص احتمالی در قطعات ساخته شده به روش ریخته گری می توان به موارد زیر اشاره کرد:
عدم انطباق: عدم جانمایی مناسب نیمه های قالب و ماهیچه
تورم: افزایش ابعاد حفره قالب به دلیل فشار زیاد مواد فشار
جوشیدن (سوسه و مک): محبوس شدن گاز در سطح قطعه به دلیل فرآیند انجماد
ماسه ریزی: وجود ترک بر روی سطح بالایی ماسه و اضافه شدن ذرات ماسه به درون فلز مذاب
نفوذ فلز: سطوح ناهموار و زبر قطعه به دلیل دانه بندی بزرگ ماسه و نفوذ مواد مذاب به درون قالب
حفره های کوچک: حفره های بسیار ریز (حدود 2 میلی متر) بر روی سطح قطعه به دلیل آزاد شدن گاز هیدروژن از مواد مذاب
حفره های انقباضی: ایجاد حفره های داخلی ناشی از کاهش حجم قطعه در حین انجماد
اتصال سرد: به جا ماندن اثر خط برخورد مواد مذاب در قالب های دارای دو مجرای ورودی
نیامد: انجماد مواد مذاب قبل از پر کردن کامل تمام حفره
آخال سرباره ای: وجود ذرات سرباره درون مواد مذاب
ترک گرم: شکست کششی ناشی از تنش های پسماند در مواد مذاب
سخت ریزه: انجماد سریع تر برخی از نقاط نسبت به مواد اطراف
ماهیچه ماسه ای: حفره های داخلی یا خارجی ناشی از ورود ذرات سست ماسه به درون حفره قالب یا ریختن سریع مواد مذاب به درون قالب
لکه: ناهمواری سطح قطعه به دلیل وجود ذرات اضافی بر روی سطح داخلی قالب
حفره های شبکه ای: ایجاد چندین حفره کوچک و نزدیک به هم در سطح خارجی قطعه
تابیدگی: تغییر شکل قطعه در حین انجماد یا پس از انجماد به دلیل یکنواخت نبودن نرخ کاهش دمای مواد
پلیسه: ایجاد لایه نازک
برچسب : نویسنده : امید احمدی بازدید : 89 تاريخ : دوشنبه 5 دی 1401 ساعت: 16:37